Flathead
Specifications
221 Cubic Inch V8 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Ford 1933 V8 Engine Shown (pumps in heads) |
The first section here will cover the common 221 cubic inch 85hp engines which had 21 studs per head. The displacement remained the same from the 1932 to 1937 versions. Ford started with cast iron heads but changed to aluminum heads for 1933. The aluminum heads were a problem in service and were frequently replaced with cast iron heads. Corrosion made the aluminum erode and become difficult to remove. The engines started out with poured main bearings as earlier Ford engines had used, but the change was made to insert type main bearings late in 1936 production. Production of V8's in 1932 was limited due to initial casting problems with the blocks, causing a high rejection rate. Many 1932 Ford cars were actually equipped with the four cylinder engine for this reason and the concern of the buying public about the reliability of the new V8 engine. The four cylinder engine was dropped in 1933 as production problems and reliability issues with the V8 engines subsided. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Early Years 85 hp V8 (Passenger
Car) 1932-38
Notes:
1) Water pumps mounted in the heads. 2) Water pumps mounted in the block. 3) Poured main bearings. 4) Insert type main bearings (Note: late 1936 model engine blocks were usually marked LB*). 5) Did not have camshaft bearings 6) Aluminum heads. Truck engines for these years had cast iron heads. Note that Ford sold replacement heads in cast iron 7) Cast iron heads.
General Information:
The early series flatheads were all 221 cubic (except the smaller 60hp V8 covered in another section). All were cast with the bell housing integral with the cylinder block. All had the "eggshell" (also known as the "Diver's Helmet") shaped distributor mounted to the front of the engine and driven directly off the camshaft. Heads were attached to the cylinder block with hex nuts on studs, which were threaded into the block. There were no Ford factory-built oil filter systems on these engines. Early models used the Detroit Lubricator carburetor. Stromberg "97" carbs were used from 1934 to 1938 at which point a change was made to the Ford designed "94" carburetor. The engine cooling fan was mounted to the generator shaft from 1932 through 1938 (all models).
Ford
modified the block for 1935 to incorporate a new crankcase ventilation
system. These blocks are evident by the vertical tube located at the right
front corner in the valve chamber. The lower right front corner of the
block is changed to provide a passage for crankcase ventilation thru the
aforementioned tube. The oil pan was also modified to provide a vent at
the right front corner of the pan (a triangular shaped "box"
with an opening for venting). The differences are seen in this comparison
of early blocks (click
here).
* Ford changed the production of
main bearings from poured (babbitt) to the removable insert type
mid-stream in the 1936 model year. The newer (late '36 production) blocks were supposedly marked
with the letters "LB" on the block. Some blocks that had the new
style bearings did not receive this marking however. Ford did not use the
"LB" marking on the '37 or later blocks.
Early (1932-36) crankshafts had
main bearing journals of 1.999". In 1937 the journal size increased
to 2.399" Crank pin journals were 1.999" diameter from 1932 up.
Cranks were of the "short snout" type. For complete crank
bearing specs CLICK HERE.
Crankshafts weighed as follows:
1932-34 -
65.6 lbs
1935-36 - 60.0 lbs 1937-38 - 63.8 lbs
Ford
records indicate that the 21 stud engine was built up thru December 1937
for new vehicle production. However, the 21 stud engine continued to be
manufactured by Ford for other uses (service replacements or industrial
engines) until October 4, 1938.
Common
features for 1938 V8's were the large hole in the cylinder blocks (seen
with heads removed) between the 1st and 2nd cylinders and the 3rd and 4th
cylinders on each side. The intake manifold mounting surface was machined
flat (no raised area). There were core plugs (often called "freeze
plugs") in the oil pan rail. The main bearing caps used studs and
nuts to hold them down. There was a ridge (for the pencil resting test) at
the front of the block, behind the top of the timing gear cover. Ford
started to use the newer 24 stud engine for automobile production in a
mid-year change during the 1938 model year.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
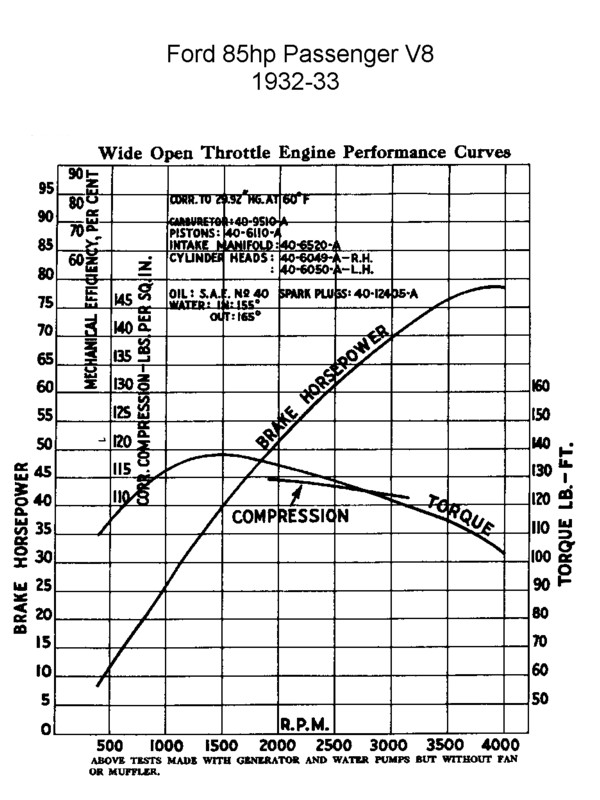
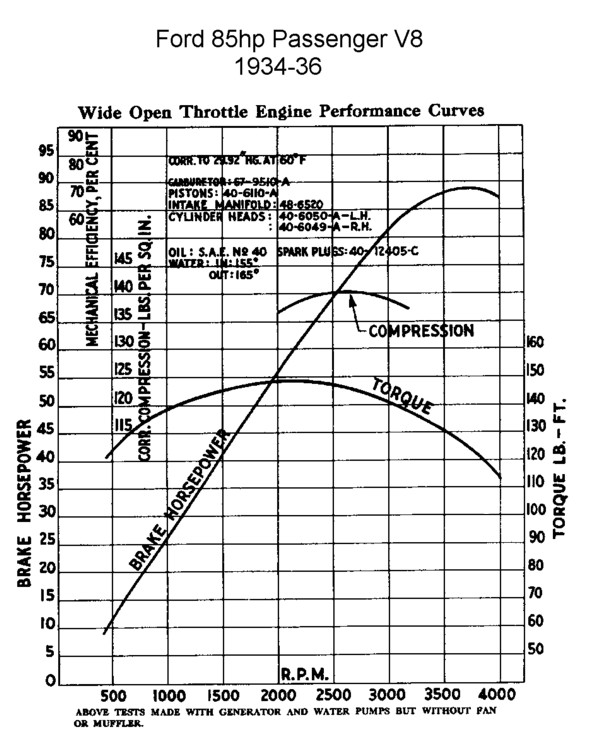
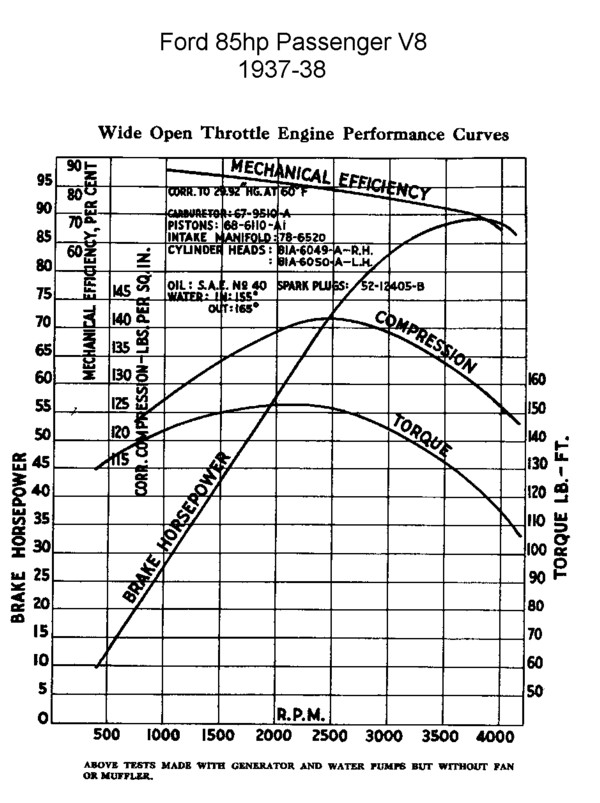
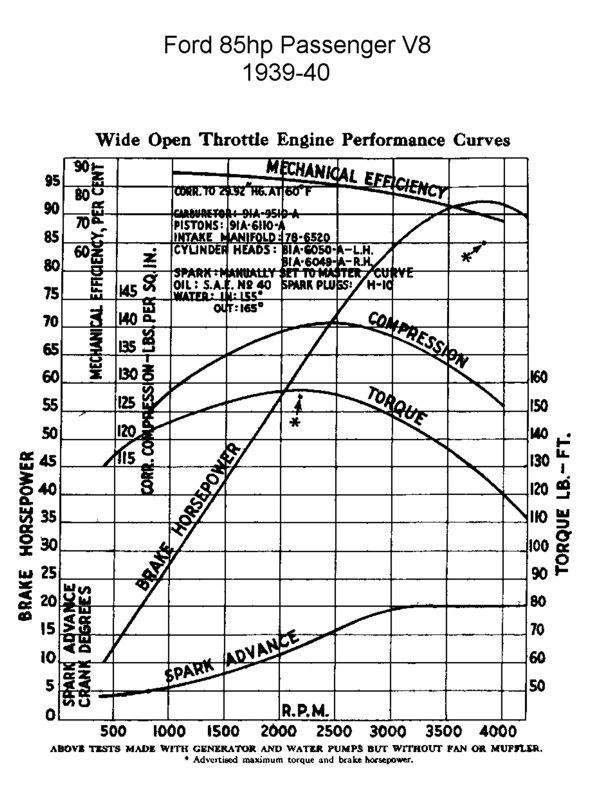
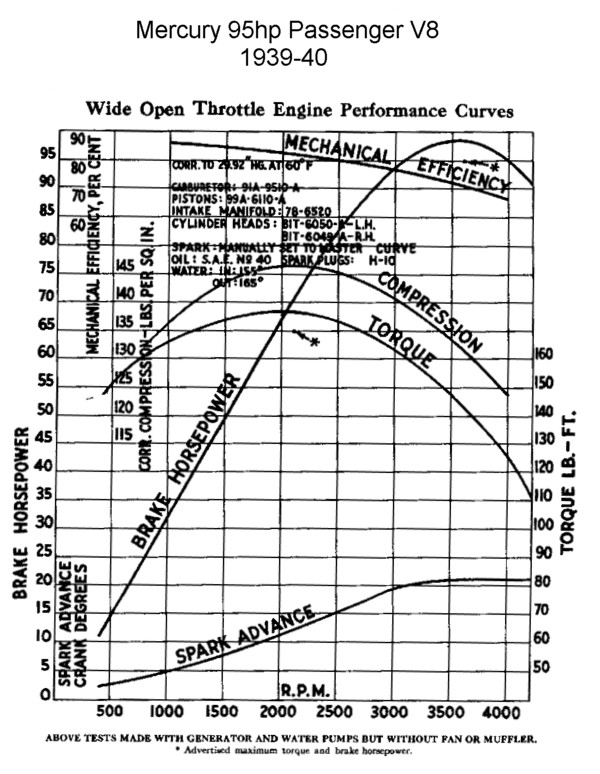
Horsepower & Torque Curves
 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Thursday, December 12, 2013
1932-1938 Flathead Specifications (221 Cubic Inches) V8
Crack V8 Blocks
Cracked Blocks
The most common place for a crack is between the valve seat and
cylinder. An old timer told me that you see more cracks on the intake
side than the exhaust side because the metal is stressed by being
alternately heated by combustion and cooled by the intake charge, but
I don't know if it is true. Whether it is worth repairing these
blocks depends on whether or not you can find both ends of the crack,
how far it goes, and how many there are of them.



Source: http://flatheaddrag.com/cracks.html
'53 8RT truck engine and the '53 passenger car engine
About the only real obvious differences between the '53 8RT truck
engine and the '53 passenger car engine are the exhaust manifolds,
heads, and motor mounts. The dark wires behind the carburetor are
loose wires attached to the solenoid which were just laying there
when I took the top two photos.


My main hope for salvageable parts was the aluminum front cover.
Ain't it purty? It's real light weight, too. This version doesn't
have the bushing for the extension on the end of the distributor
which is a good thing for me because the MSD electronic ignition
system I want to use in my race car doesn't have the extension. I
shoved the road draft tube back into its hole in the intake manifold
for this picture.

You can see the freeze crack in the head in the photo above. It is
dark because of the oil in the water jacket. The only way I know of
for oil to get into the water jacket is a crack inside the block
somewhere, usually the crank case, or for someone to add it to the
coolant.



This view shows the rubber seal that fits between the block and
the sheet metal front of the lower part of the bell housing to which
the starter bolts. (Confusing enough for you?) You can also see the
bulge in the pan which encloses the oil pump, the bulge in the block
where the oil pump shaft fits, and the back cover over the oil pump
drive system. The circle with the four holes in it is, of course, the
end of the crankshaft.
I have taken to disassembling flatheads with an impact wrench these days. I have yet to break a head bolt since I started doing that. These head bolts came out way too easily. I discovered that they were well lubricated by what appeared to be crankcase oil in the water jacket. It isn't supposed to be there.
















(No, not that one!)



There are any number of tricks for freeing stuck pistons in an engine which has been sitting idle for a long time. Most involve putting a penetrating oil in the offending cylinder and periodically tapping it with a hammer handle or a 2x4 used as a drift. Some folks with the means to do so immerse the entire engine in a barrel of diesel fuel for a few weeks before starting disassembly. Grandpa's #1 and #2 were beyond any tricks I performed.










That's it for now since this is as far as I've gotten to date and I'm out of pictures. I'll update with the rest of the process in the future.
Source: http://flatheaddrag.com/gpf.html
Tuesday, December 10, 2013
1932 FORD MILLER HAULER SPECIAL ~ PICK-UP ~ ALUMINUM BENCH SEAT
The aluminum bench seat was designed and built by Brian Stinger. It is
completely made out of aluminum buck rivets. A bench seat was
fabricated because it fits the truck cab the best. Brian designed it in
two pieces….the bottom and the back. The seat bottom has two doors
that are attached by piano hinges. Under one of the seat compartments is
the wiring harness and under the other one is a tool compartment. The
seat back tips forward on two quick release pins so there is access to
the rear window…..which was made to go up and down by a leather strap.
The back of the seat has lower back lumbar. The upper back of the seat
is slightly contoured to fit a person shoulders. Bell-holes, bead-ribs
and doubling up of the aluminum was done to give the seat strength. The
top center of the seat was topped off by an acid etched…vintage
aluminum winged badge that came off of Brian’s old furnace from his
basement.















Subscribe to:
Comments (Atom)